

Чем паять медные трубки холодильника
Доктор холод +
Основная задача – ремонт холодильника качественно, в кратчайший срок и по приемлемой цене
- КОНТАКТЫ
- ЦЕНЫ
- ИНДЕЗИТ
- АТЛАНТ
- АРИСТОН
- ВЕКО
- СТИНОЛ
- POZIS
- САРАТОВ
- AKAI
- ОРСК
- БИРЮСА
- CANDY
- VESTEL
- РЕМОНТ МОРОЗИЛЬНЫХ КАМЕР
- РЕМОНТ МОРОЗИЛЬНЫХ ЛАРЕЙ
- РЕМОНТ ХОЛОД-НЫХ ШКАФОВ
- Заправка кулеров
- НЕИСПРАВНОСТИ
- СТАТЬИ
- ГЛАВНАЯ
ВЫЗВАТЬ МАСТЕРА ☎ (8482) 616-505 ТОЛЬЯТТИ
- Главная
- Соединение металлов пайкой
ВЫЗВАТЬ МАСТЕРА ☎ (8482) 616-505
Соединение металлов пайкой
При пайке швов медь-медь, медными припоями подготовленный стык помещают между горелкой и экраном и разогревают до 600°С ( темно-вишневый цвет меди). Предварительно нагретый припой окунают во флюс, плавят путем прижатия прутка к разогретому стыку. При пайке стыков медь-сталь и сталь-сталь используется серебросодержащий припой.
| шов сталь-медь | шов медь-медь |
Тип припоя определяется соотношением меди и других металлов в его составе. При наличии в составе припоя серебра его называют серебряным. Чем больше содержание серебра, тем ниже температура плавления припоя, лучше смачиваемость припоя и его обтекание места пайки. Хорошее качество пайки получается при применении медно-фосфорных припоев, но температура плавления их выше, а смачиваемость хуже серебряных. При пайке медь–медь медно–фосфорным припоем флюс не применяется. . Капиллярный зазор при использовании серебряных припоев должен быть 0,05–0,15 мм, при медно-фосфорных — 0,025–0,15 мм.
Пайка труб медных осуществляется двумя методами:
Высокотемпературный — используется для трубопроводов с большой нагрузкой или при высоких температурах. Плавление припоя происходит при температуре 600-900 градусов.
Низкотемпературный, применяемый для трубопроводов с низкой нагрузкой, в холодильниках это швы испарителя медь-алюминий, обратного трубопровода низкого давления.
В зависимости от используемого припоя, температура достигает 450 градусов для мягкого, и более 450 градусов для твердого
Пайка – образование неразъемного соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, их смачивания припоем (см. пп.5 и 18), затекания припоя в зазор и последующей его кристаллизации
Припой — это металл или сплав, вводимый в зазор между соединяемыми деталями или образующийся в процессе пайки, имеющий более низкую температуру плавления, чем паяемые материалы.
Флюс – вспомогательный материал, применяемый для удаления окислов с поверхности паяемого материала и припоя и предотвращения их образования. Флюс может участвовать в образовании припоя путем выделения из него компонентов, разлагающихся при пайке металла
Паяемость – свойство материалов образовывать соединение при заданном режиме пайки.
Режим пайки – совокупность параметров и условий, при которых осуществляется пайка. Параметрами пайки являются температура, время выдержки, скорость нагрева и охлаждение.
Условия пайки – способ нагрева, среда, припой и т. д.
При пайке возникновение физического контакта и возбуждение химической связи между атомами на поверхностях достигается на стадии смачивания жидким припоем поверхности паяемого металла. Прочность соединения зависит от типа действующих на контактной поверхности межатомных сил. При слабом взаимодействии, например при физической адсорбции, смачивание приводит к получению относительно малопрочных соединений. Если твердый и жидкий металлы способны к химическому взаимодействию, то смачивание обеспечивает образование прочной связи.
Газопламенная пайка
Применяются горелки, работающие на ацетилене, пропане и бытовом газе, установки для механизированной газопламенной пайки.
Границы применения. Размеры: детали любой формы толщиной 1—10 мм.
Материал: углеродистые и низколегированные стали, серый чугун, медь, никель, медно-никелевые сплавы, алюминий, серебро, золото и др. металлы.
Область использования: мелкосерийное и массовое производство; изготовление трубопроводов, теплообменников холодильная техника,, деталей автомобилей, электротехнических и ювелирных изделий, устранение дефектов чугунного и алюминиевого литья.

Параметры пайки: температура пайки выбирается на 30—50 °С выше температуры применяемого припоя, избыточное давление пропана 100—400 кПа, ацетилена 60—80 кПа, бытового газа 30 кПа. Продолжительность пайки 0,5—3 мин.
Припои: оловянно-свинцовые, оловянно-цинковые, алюминиевые, медные, серебряные, золотые и др.
Флюсы: выбираются в зависимости от температуры пайки и припоя; при массовом производстве используют газообразные флюсы.
Техника пайки. Перед пайкой необходима предварительная подготовка поверхности деталей. Пайку выполняют с применением флюсов за исключением соединений из меди, паяных серебряно-медно-фосфористыми и медно-фосфористыми самофлюсующими припоями. При нагреве изделий горелками используют факел пламени на расстоянии
10 мм от конца ядра. При пайке массивных деталей применяют многосопловые горелки, обеспечивающие мягкий и равномерный нагрев. Пайка медно-цинковыми припоями качественно получается при нагреве окислительным пламенем за счет уменьшения испарения цинка. При нагреве нержавеющих сталей рекомендуется нормальное пламя с целью исключения образования карбидов хрома, способствующих развитию межкристаллитной коррозии. При пайке разнородных и разнотолщинных материалов пламя направляют на деталь, имеющую большую теплопроводность и массу.
Дефекты паяных соединений
Качество паяных изделий определяется их прочностью, степенью работоспособности, надежностью, коррозионной стойкостью, способностью выполнять специальные функции (теплопроводность, электропроводность, коммутационные характеристики и т.п.). Обеспечение этих характеристик достигается оптимальными решениями в процессе производства паяного изделия. Дефекты, возникающие при изготовлении паяных изделий, можно разделить на дефекты заготовки и сборки, дефекты паяных соединений и паяных изделий.
К наиболее типичным дефектам паяных соединений относятся поры, раковины, шлаковые и флюсовые включения, непропаи, трещины. Эти дефекты классифицируют на две группы: связанные с заполнением расплавом припоя зазора между соединенными пайкой деталями и возникающие в процессе охлаждения изделия с температуры пайки. Дефекты первой группы связаны главным образом с особенностями заполнения капиллярных зазоров в процессе пайки. Дефекты второй группы обусловлены уменьшением растворимости газов в металлах при переходе их из жидкого состояния в твердое и усадочными явлениями. К ним также относится пористость кристаллизационного и диффузионного происхождения. Кроме пор к дефектам сплошности относятся трещины, которые могут возникать в металле шва, в зоне спаев или в паяемом металле. Большую группу дефектов составляют шлаковые и флюсовые включения.
Причиной образования непропаев, которые берут начало у границы раздела с паяемым металлом, может явиться неправильное конструирование паяного соединения (наличие «глухих», не имеющих выхода полостей), блокирование жидким припоем газа при наличии неравномерного нагрева или неравномерного зазора, местное отсутствие смачивания жидким припоем поверхности паяемого металла. Причиной появления блокированных остатков газа в швах может быть неравномерность движения фронта жидкости при затекании припоя в зазор. Фронт дробится на участки ускоренного и замедленного продвижения, в результате чего могут отсекаться малые объемы газа. Таким же образом может происходить захват флюса и шлаков в шве.
В процессе охлаждения соединения из-за уменьшения растворимости газов происходит их выделение и образование рассеянной газовой пористости. Опыт высокотемпературной пайки алюминиевых сплавов с предварительной дегазацией припоев и флюсов показывает, что пористость металла шва при этом резко уменьшается.
Другой весьма распространенной причиной образования рассеянной пористости является возникновение так называемой усадочной пористости. Это явление характерно для случая затвердевания сплава с широким интервалом кристаллизации. При малых зазорах усадочные междендритные пустоты, как правило, тянутся в виде цепочки в центральной части шва. При больших зазорах усадочные поры располагаются в шве более равномерно в междендритных пространствах.
Причиной образования пор в паяных швах может быть эффект сфероидизации.
В этом случае пористость в зоне шва возникает в результате нескомпенсированной диффузии атомов припоя и паяемого металла. Такого рода пористость возникает в системах припой – паяемый металл, у которых имеется заметное различие в коэффициентах диффузии.
Трещины в паяных швах могут возникать под действием напряжений и деформаций металла изделия в процессе охлаждения. Принято различать холодные и горячие трещины. Холодные трещины образуются при температурах до 200 °С. Горячими называются трещины, образующиеся при температуре выше 200 °С. Эти трещины обычно имеют кристаллизационное или полигонизационное происхождение. Если в процессе кристаллизации скорость охлаждения высока и возникающие напряжения велики, а деформационная способность металла шва мала, то появляются кристаллизационные трещины. Полигонизационные трещины возникают уже при температурах ниже температуры солидуса после затвердевания сплава по так называемым полигонизационным границам, образующимся при выстраивании дислокации в металле в ряды и образовании сетки дислокаций под действием внутренних напряжений. Холодные трещины возникают чаще всего в зоне спаев, особенно в случае образования прослойки хрупких интерметаллидов. Трещины в паяемом металле могут появиться и в результате воздействия жидких припоев, вызывающих адсорбционное понижение прочности.
Неметаллические включения типа флюсовых или шлаковых возникают при недостаточно тщательной подготовке поверхности изделия к пайке или при нарушении ее режима. При слишком длительном нагреве под пайку флюс реагирует с паяемым металлом с образованием твердых остатков, которые плохо вытесняются из зазора припоем. Шлаковые включения могут образоваться также из-за взаимодействия припоев и флюсов с кислородом воздуха или пламенем горелки.
Правильное конструирование паяного соединения (отсутствие замкнутых полостей, равномерность зазора), точность сборки под пайку, дозированное количество припоя и флюсующих сред, равномерность нагрева – условия бездефектности паяного соединения.
Пайка нагревом трубопроводов холодильных установок с использованием медно-фосфорных и серебряных припоев
Пайка – это важнейшая операция при монтаже оборудования, с ее помощью соединяют основные узлы холодильной системы в замкнутую схему. Вследствие того, что холодильная установка содержит хладагент, каждое паяное соединение должно быть герметичным. Иначе возникает утечка хладагента, что приводит к дорогостоящему ремонту. Пайка медных трубопроводов производится методом газопламенной пайки в азотной среде. Азот, продуваемый внутри труб, препятствует проникновению воздуха и влаги к месту пайки, а, следовательно, предотвращает образование окислов. Требуемый расход азота, регулируемый с помощью редуктора на баллоне, практики определяют по ощущению щекою легкого дуновения газа, выходящего из трубы диаметром 6 мм. Пайка в азотной среде обязательна при монтаже установок с новыми хладагентами (R134a, R404A, R507, R407C, R410A и т.д.) и полиэфирными маслами.
1. Общие сведения
Пайка осуществляется при температуре выше 425°С, но ниже температуры плавления соединяемых металлов. Она происходит за счет поверхностных сил адгезии (от лат. adhaesio – прилипание) между расплавленным припоем и нагретыми поверхностями основных металлов. Припой распределяется в соединении под действием капиллярных сил.
Нельзя путать пайку твердым припоем с пайкой мягким припоем (оловом), хотя операции очень близки. Соединение металлов при пайке мягким припоем происходит при температуре ниже 425°С. В холодильной технике пайку оловом не применяют, т.к. шов не выдерживает вибраций и при низких температурах возможно его разрушение (“серая смерть”).
Для качественного соединения металлов припой должен распределиться под действием капиллярных сил и “смочить” основной металл. “Смачивание” — это явление, при котором силы притяжения между молекулами расплавленного припоя и молекулами основных металлов выше, чем внутренние силы притяжения, существующие между молекулами припоя.
Степень “смачивания” — это функция основных составляющих процесса пайки: металлов, припоя и температуры. Хорошее “смачивание” происходит только на совершенно чистой не окисленной поверхности.
2. Припои
Качество и прочность пайки зависит от припоя. Медно-фосфорные твердые припои специально разработаны для пайки меди, латуни, бронзы и комбинаций этих металлов.
При пайке латуни или бронзы используют флюс для предотвращения образования окисного покрытия на основных металлах. Это покрытие препятствует смачиванию и растеканию припоя. При пайке меди и медных соединений, медно-фосфорные припои являются самофлюсующимися.
Медно-фосфорные припои не применяются для пайки сталей из-за образования хрупкой пленки фосфитов по границе шва, что может привести к нарушению герметичности соединения. В связи с хрупкостью соединения, возникающей из-за фосфорной составляющей, нельзя применять эти припои для пайки цветных металлов с содержанием никеля выше 10%. Эти припои не рекомендуется также использовать для пайки алюминиевой бронзы.
В отличие от медно-фосфорных сплавов твердые серебряные припои не содержат фосфор. Эти припои применяют для пайки цветных металлов, меди и сплавов на медной основе, для пайки необходим флюс.
Необходимо принимать тщательные меры предосторожности при использовании низкотемпературного медного припоя, содержащего кадмий, в связи с отравляющим воздействием паров кадмия.
В большинстве случаев пайку соединений в холодильном оборудовании осуществляют при помощи нескольких марок припоев. Медно-фосфорный припой содержит до 15 % серебра, а в серебряном припое содержится больше серебра.
Трехкомпонентные медно-фосфорные припои (табл. 1) с содержанием серебра до 15% предназначены для пайки в холодильной промышленности. Они имеют сравнительно небольшую температуру плавления, обладают хорошей текучестью при пайке меди и некоторых ее сплавов. Из-за присутствия в составе припоя фосфора не требуется применение флюса. Паяные швы отличаются значительной прочностью и коррозионной стойкостью. Припои широко используются при монтаже холодильного оборудования для соединений, испытывающих незначительные вибрационные и ударные нагрузки, причем с увеличением содержания серебра пластичность увеличивается. При пайке элементов арматуры с нетермостойкими элементами (ТРВ, клапаны, смотровые стекла) требуется охлаждение последних для предотвращения недопустимого перегрева.
Т а б л и ц а 1. Основные характеристики медно-фосфорных припоев
102 (содержание серебра 2%). Имеет среднее растекание. Используется для пайки меди и ее сплавов в соединениях, не испытывающих ударных и вибрационных нагрузок.
105 (содержание серебра 5%). Пластичен, обладает медленным растеканием, поэтому способен заполнять большие зазоры. Паяный шов выдерживает небольшие вибрационные и ударные нагрузки.
В холодильной технике рекомендуется применение припоя с содержанием серебра не менее 5 %.
115 (содержание серебра 15%). Пластичен из-за высокого содержания серебра и пониженного содержания фосфора. Паяный шов выдерживает умеренные вибрационные и ударные нагрузки.
Серебряные припои (табл. 2) имеют низкую температуру плавления и хорошо “смачивают” соединяемые поверхности. Они прекрасно заполняют зазоры соединений и дают плотные швы, обладающие высокой прочностью и пластичностью – широко применяются при изготовлении и монтаже холодильного оборудования, особенно при пайке соединений, испытывающих значительные вибрационные нагрузки в большом диапазоне рабочих температур, например, при пайке трубопроводов к компрессору.
Более низкая температура растекания по сравнению с медно-фосфорными припоями делает их предпочтительными для пайки арматуры. Кроме того, снижается вероятность образования окалины.
Т а б л и ц а 2. Основные характеристики серебряных припоев
1530 (содержание серебра 30%). Имеет среднее растекание. Припой применяется во всех изделиях за исключением изделий пищевой промышленности из-за содержащегося в нем кадмия. Пайка производится в хорошо проветриваемом помещении с соблюдением всех мер предосторожности.
530Sn (содержание серебра 30%). Обладает средним растеканием. Хорошо формирует паяный шов в любом пространственном положении.
538Sn (содержание серебра 38%). Обладает быстрым растеканием, что позволяет получать плотные швы при значительных монтажных зазорах.
540Sn (содержание серебра 40%). Рекомендуется для пайки меди, сталей в любых сочетаниях для соединений, испытывающих вибрационные и ударные нагрузки.
545Sn (содержание серебра 45%). Рекомендуется для пайки элементов автоматики, боящихся перегрева (ТРВ, соленоидные клапаны).
555Sn (содержание серебра 55%). Рекомендуется для пайки арматуры, содержащей нетермостойкие элементы.
Пайка серебряными припоями производится с флюсом “Superflux” или аналогичным флюсом.
3. Пайка
3.1. Пайка двух медных труб с использованием медно-фосфорного припоя.
1. Уменьшающееся пламя горелки указывает на избыточное количество газообразного топлива в газовой смеси, которое превышает содержание кислорода (рис. 1). Незначительно уменьшающееся пламя нагревает и очищает поверхность металла для операции пайки быстрее и лучше.

Сбалансированная газовая смесь содержит равное количество кислорода и газообразного топлива, в результате чего пламя нагревает металл, не оказывая другого воздействия (рис. 2).

Пересыщенная кислородная смесь — это газовая смесь, содержащая избыточное количество кислорода, в результате чего образуется пламя, которое окисляет поверхность металла. Признаком этого явления служит черный окисный налет на металле (рис. 3)

2. Необходимым условием надежной пайки является чистота поверхности. Перед операцией пайки очищают соединяемые металлические поверхности от грязи проволочной щеткой или наждачной бумагой. Необходимо предотвратить попадание масла, краски, грязи на поверхность соединяемых металлов, иначе они будут препятствовать попаданию припоя в соединение, “смачиванию” и соединению припоя с металлическими поверхностями.
3. Для пайки одну трубку вставляют в другую так, чтобы она входила на длину не менее диаметра внутренней трубы. Между стенками внутренней и наружной труб должен быть зазор 0,025—0,125 мм (рис. 4).

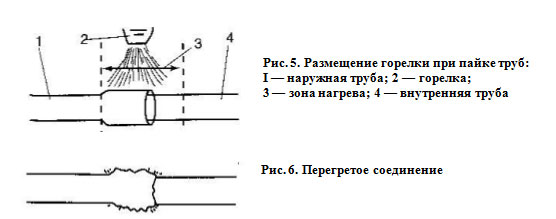
4. Соединяемые трубы, нагревают равномерно по всей окружности и длине соединения. Обе трубы нагревают пламенем горелки в месте соединения, равномерно распределяя теплоту (рис. 5). При этом сам припой нагревать не следует. Соединение не должно быть нагрето до температуры плавления металла, из которого, изготовлены трубы. Применяют горелку соответствующего размера с несколько уменьшающимся пламенем. Перегрев соединения усиливает взаимодействие основного металла с припоем (т. е. усиливает образование химических соединений). В итоге, такое взаимодействие отрицательно влияет на срок службы соединения (рис. 6).
Если внутренняя труба разогрета до температуры пайки, а наружная труба имеет более низкую температуру, то расплавленный припой не затекает в зазор между соединяемыми трубами и перемещается в направлении источника теплоты (рис. 7).
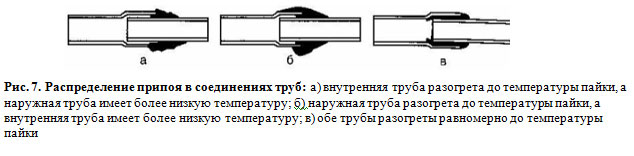
Если вводить в зону пайки припой и пламя горелки одновременно, то соединение нагреется неудовлетворительно. Внутренняя труба достаточно не прогревается, а расплавленный припой не будет затекать в зазор между соединяемыми трубами (рис. 7,6).
Если равномерно разогревать всю поверхность концов спаиваемых труб, то припой плавится под воздействием их теплоты и равномерно поступает в зазор соединения (рис. 7, в).
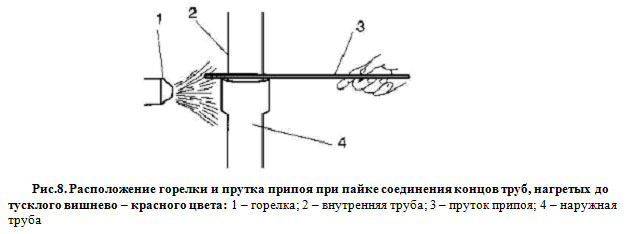
5. Трубы для пайки достаточно прогреты, если пруток твердого припоя плавится при контакте с ними. Для улучшения пайки, предварительно прогревают пруток припоя пламенем горелки (рис. 8).
6. Под воздействием капиллярных сил припой поступает в соединение. Этот процесс протекает хорошо, если поверхность металла чистая, выдержан оптимальный зазор между металлическими поверхностями, концы труб в зоне соединения достаточно нагреты (расплавленный припой течет по направлению к источнику теплоты) (рис. 9).

3.2. Соединение меди с латунью с помощью твердого медно-фосфорного припоя.
1. Выполняют указанные выше операции для соединения меди с медью.
2. Перед нагревом соединения наносят небольшое количество флюса, чтобы обеспечить смачивание припоя на поверхности латуни.
3. По завершении операции пайки тщательно удаляют остатки флюса горячей водой и щеткой. Большинство видов флюса вызывают коррозию и должны быть полностью удалены с поверхности соединения.
3.3. Соединение стали со сталью, медью, латунью или бронзой с помощью серебряного припоя.
1. Выполняют указанные выше операции для соединения меди с медью.
2. До нагрева, на соединение наносят флюс для последующего смачивания и перемещения расплавленного припоя в зазоры между соединяемыми деталями.
3. Нагревают пруток припоя и затем окунают его во флюс. Припой покрывается тонким слоем флюса, что предотвращает образование окисного покрытия на его поверхности (окиси цинка).
4. По завершении операции пайки тщательно удаляют остатки флюса.
4. Флюсы
Флюс поглощает определенное количество окислов. Вязкость флюса увеличивается при насыщении его окислами. Если после пайки остатки флюса не удалять, то это приведет к попаданию его в соединение и со временем может вызвать коррозию и утечку хладагента.
При пайке используют минимальное количество флюса, а затем тщательно счищают его остатки после завершения данной операции. Флюс наносят вдоль поверхности, а не в соединение. Он должен попасть в соединение до припоя.
5. Правила пайки
1. Применяют несколько уменьшающееся пламя, которое создает максимальный нагрев, и очищает соединение.
2. Металлические поверхности очищают и обезжиривают.
3. Проверяют взаимное расположение деталей и зазоры.
4. При пайке наносят минимальное количество флюса снаружи соединения. При пайке меди с медью при помощи медно-фосфорных припоев флюс не требуется.
5. Для пайки нагревают соединение равномерно до требуемой температуры.
6. Припой наносят на соединение. Проверяют его равномерное распределение в соединении, используя для этой цели паяльную горелку. Расплавленный припой течет в сторону более нагретого места соединения.
7. Остатки флюса тщательно удаляют после пайки.
8. Важным моментом пайки является быстрое выполнение этой операции. Цикл нагрева должен быть коротким, и следует избегать перегрева.
9. При пайке необходимо обеспечить соответствующую вентиляцию, так как может появиться вредный для здоровья дым (паров кадмия из припоя и фтористых соединений из флюса).
Литература:
1. Б.Ленгли. Руководство по устранению неисправностей в оборудовании для кондиционирования и в холодильных установках. ЕВРОКЛИМАТ. М.2002.
2. А.Н.Стрельцов, В.В.Шишов. Справочник по холодильному оборудованию предприятий торговли и общественного питания. М. Изд. Академия. 2006 г.
Как паять медь: методы, особенности, совместимость с другими металлами

Любой домашний мастер сталкивался с проблемой соединения медных деталей и элементов. Сюда можно отнести как электромонтажные работы, так и соединение медных труб при организации отопительных контуров. Но как правильно подойти к решению подобного вопроса? В сегодняшней статье речь пойдёт о том, как правильно выполнить пайку медных элементов, возможно ли совмещение этого металла с алюминием или нержавеющей сталью, а также какие дополнительные составы потребуются для выполнения подобных работ.
Как спаять медные элементы: общая информация
Наиболее часто встречающаяся проблема – это необходимость пайки скруток медных проводов. Но, независимо от того, какие металлы придётся спаивать, всегда остаётся необходимость очистки поверхностей от жиров и окисла. Для этого используется канифоль, паста для пайки медных труб или паяльная кислота.
Для того чтобы элементы были спаяны прочно, рекомендуется сначала обработать их по отдельности флюсом, после чего облудить – нанести тонкий слой припоя на их поверхности. После этого их можно соединить и, добавив немного припоя, основательно прогреть. Олово расплавится и максимально прочно соединит элементы.

В некоторых случаях вместо паяльника используется газовая горелка. Она применяется, когда спаиваемые детали слишком крупные. В этих случаях даже самый мощный паяльник не способен их прогреть, а значит, о прочном соединении можно забыть. Горелка же прогревает их более основательно.
Некоторые данные по расходным материалам
В качестве расходных материалов в подобной работе используются:
- флюс;
- припой;
- соединительные фитинги.
Стоит разобраться с этими материалами более подробно.

Использование флюса для пайки меди
Флюсом называют различные вещества или их соединения, способные удалить с металлической поверхности различные загрязнения, жиры и оксидную плёнку. В качестве флюса чаще всего используют канифоль или паяльную кислоту, которую можно изготовить в домашних условиях. Для этого необходима обычная серная кислота и цинк. Цинковые таблетки постепенно добавляются в соляную кислоту, с которой вступают в реакцию. О том, что кислота готова к работе, можно узнать по прекращению реакции, называемой травлением.

ФОТО: vashtehnik.ru Различные варианты флюсов – аммиак слишком едкий и лучше от него отказаться
Иногда может возникнуть ситуация, когда под рукой отсутствует какой-либо флюс. Если поблизости есть сосновые доски или ещё лучше деревья, вполне может выручить обычная смола, которая также способна снять окисел и иные загрязнения.

ФОТО: almaty.satu.kz Наиболее оптимальный флюс – это канифоль
Припой для пайки меди и из чего он состоит
Припой – состав с невысокой температурой плавления, способный максимально уплотнить соединение. Обычно это сплав олова и свинца. Причём чем меньше в составе свинца, тем легче будет проходить процесс пайки. В настоящее время довольно популярны стали припои в форме проволоки, внутри которой уже имеется флюс. При работе с ними не требуется предварительная обработка элементов кислотой или канифолью.

ФОТО: promelec.ru Этот припой сразу изготавливается с флюсом, дополнительной обработки поверхности не требует
Фитинги и их применение при пайке
При необходимости пайки медных труб систем водоснабжения или отопления применяются фитинги. Это вспомогательные элементы, обеспечивающие простоту соединения, ответвления или поворота магистральных труб. Более полно пайка медных труб будет рассмотрена ниже.

ФОТО: potok-holoda.ru Фитингов для пайки существует огромное множество
Нюансы самостоятельной пайки меди: что требуется знать
Для того чтобы качественно выполнить пайку, требуется разобрать различные варианты её производства, как при помощи паяльника, так и посредством газовой горелки для пайки медных труб и иных элементов. Попутно рассмотрим различные припои, от тугоплавких до мягких.

ФОТО: vseinstrumenti.ru Горелка для пайки в разобранном состоянии
Использование газовой горелки для пайки меди и иных металлов
Горелка используется при необходимости пайки более габаритных элементов. Это может быть, к примеру, медная посуда, чайник или провода большого сечения. В этом случае в качестве флюса удобнее будет использовать буру. Припой здесь также понадобится высокопрочный, поэтому оптимальным будет применение ПМФ 7 (припой медно-фосфорный). Его температура плавления выше, чем у олова, но горелка легко справится с этой проблемой.
Пайка медных проводов: пошаговая инструкция
Попробуем разобраться, как паять медные провода, на основании фото примеров.





Подробнее с мастер-классом можно ознакомиться в этом видео.
Любой флюс, как и припой для пайки медных проводов можно купить в магазинах хозяйственных товаров. Сегодня на прилавках можно найти различные составы и сплавы, предназначенные для подобных целей.
Различия в работе с мягкими и твёрдыми припоями
Для мелких работ по дому лучше всего использовать мягкие проволочные припои. С ними можно работать даже при помощи маломощных паяльников. А вот твёрдые сплавы требуют более «жёсткого» подхода. Для работы с ними используют молоточные паяльники или горелки.

ФОТО: тд-рубин.рф Твёрдые припои могут продаваться вот такими прутками
Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.

ФОТО: m-chel.ru Аккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.

ФОТО: poliasmet.ru Иногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.

ФОТО: kak-eto-sdelat.info Спаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.

ФОТО: mastergrad.com Иногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).

ФОТО: cusi3.ru Сложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.

ФОТО: svarkavol.ru Спайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.

